


OEE(Overall Equipment Effectiveness,整體設備效率)由 日本機械設備維修協會所提倡,一般又稱為「設備效率評價」。 另外,在精實生產方式中為了追求設備的效率化,也使用在關鍵 績效指標(KPI)上面。
提升生產設備效率使用的指標,是由稼動率、性能、品質這三 項要素所計算出來的。以理想的100%效率與實際的設備效率作 為比較,在製造現場找出浪費的源頭、類型與課題的話,就能有 效進行以提升設備效率為目標的改善循環。
在各種不同的產業中,生產性最佳化的指標雖然很普及,然而 在組成OEE的低順位指標中,包括稼動率或性能,由於各企業與 工廠的判斷基準不同,在導入這項指標時會出現許多問題。因此 我將以實際導入的事例內容與經過為基礎,進行關於OEE的解說。
OEE設備效率評價與效率、能率的定義
OEE在TPM(Total Productive Maintenance)活動中,用於 掌握設備方面各種不同的浪費,包括因設備停止產生的故障、工 序調整、刀具交換、重新運轉,因性能導致速度變慢、突然故障 產生的暫停、因品質所產生的不良與修正這七種浪費狀況,並統 計出實際稼動率、性能稼動率與良率。
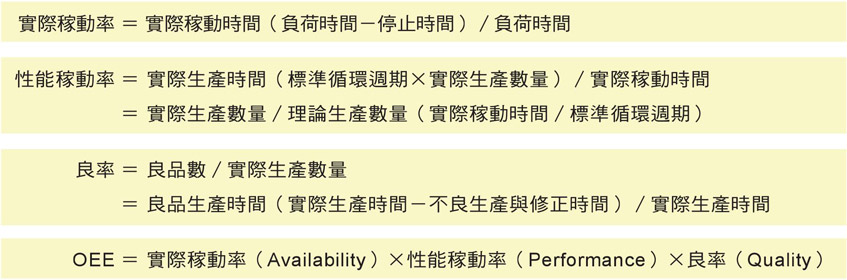
OEE是由設備稼動率、生產性能與品質所組成,是評價設備生產效率的重要指標。 OEE的目的是明確區分出各種不同的浪費, 並做出相應的處理對策。實際稼動率用於掌握設備停止的浪費,性能稼動率用於掌握設備性能使用上的浪費,良率是掌握不良浪費 的發生。將以上三項指標加以區分,就能明確找出發生浪費的責任歸屬與對策。
實際稼動率分母的負荷時間有時候雖然要考量工廠機器的運轉時間,由於包含了沒有工作的停止時間,一般是以相對工作量的方式計算稼動計畫時間。分子是從計畫時間減去停止時間的實際稼動時間,這樣就能找出設備停止的浪費。
性能稼動率是設備對稼動時間與實際生產 數量標準時間的比率,可以找出未按照標準循環週期所產生問題的浪費,另外也能計算實際數量與理論數量的比率。除了可以用數量計算良率,也能用實際生產時間與包含生產不良品的時間、除去修正時間的良品生產時間之間的比率來計算良率。
OEE用於評價大量、中量生產的設備稼動情況並做出改善,不適用於多樣少量的生產方式。現在有導入OEE的企業會從實際稼動率與性能稼動率為首開始統計,實際稼動率是以勤務時間對照實際稼動時間,性能稼動率是以實際工作時間對照標準工作時間。這些比率稱為效率與能率,同時會將這兩項指標進行統計。

兩年前開始,我將效率與能率作為基礎, 以人員與機械為對象進行管理,以下會介紹其中的內容與經過。
1947年生,日本岐阜工業高等專門學校(Gifu National College of Technology)機械工學系畢業, 現任岐阜高專產官學合作顧問、K-SUPPORT負責人、東海大學精實系統團隊成員。任職OKUMA 公司40年,前期在生產技術部負責主軸加工FMS、車床組裝線與FA工廠管理的設計與建構工作; 後期在生產管理部導入ERP系統、建構標準時間設定系統,並在北京的合資企業導入中國版ERP 系統。2009年自OKUMA退休,轉任製造管理顧問指導工廠改善,並擔任人才培訓講師。
.
.
.
.
.
.
文章未完...
閱讀全部文章
請下載完整PDF-第120頁
點我下載!































